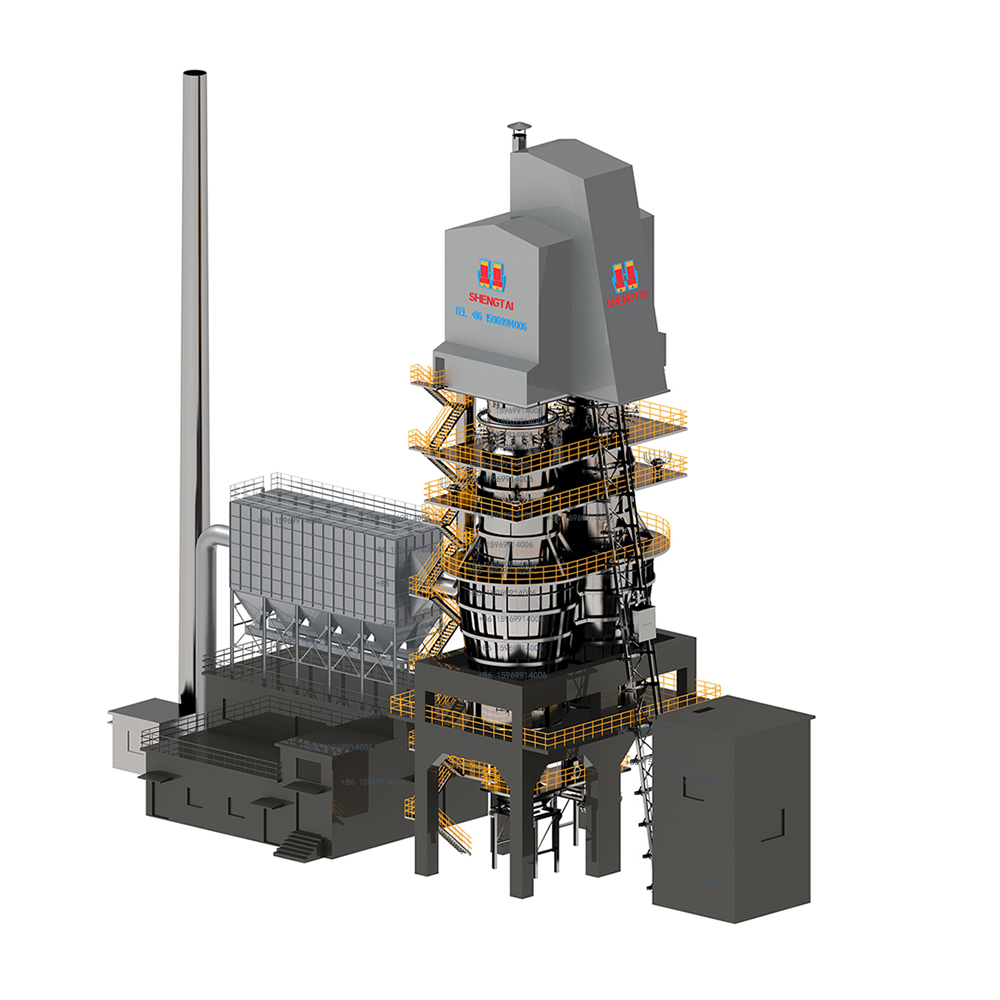
LM-600 TPD Energy-Saving Regenerative-Shaft Lime Kiln
LM-600 TPD Energy-Saving Regenerative-Shaft Lime Kiln
Working Principle
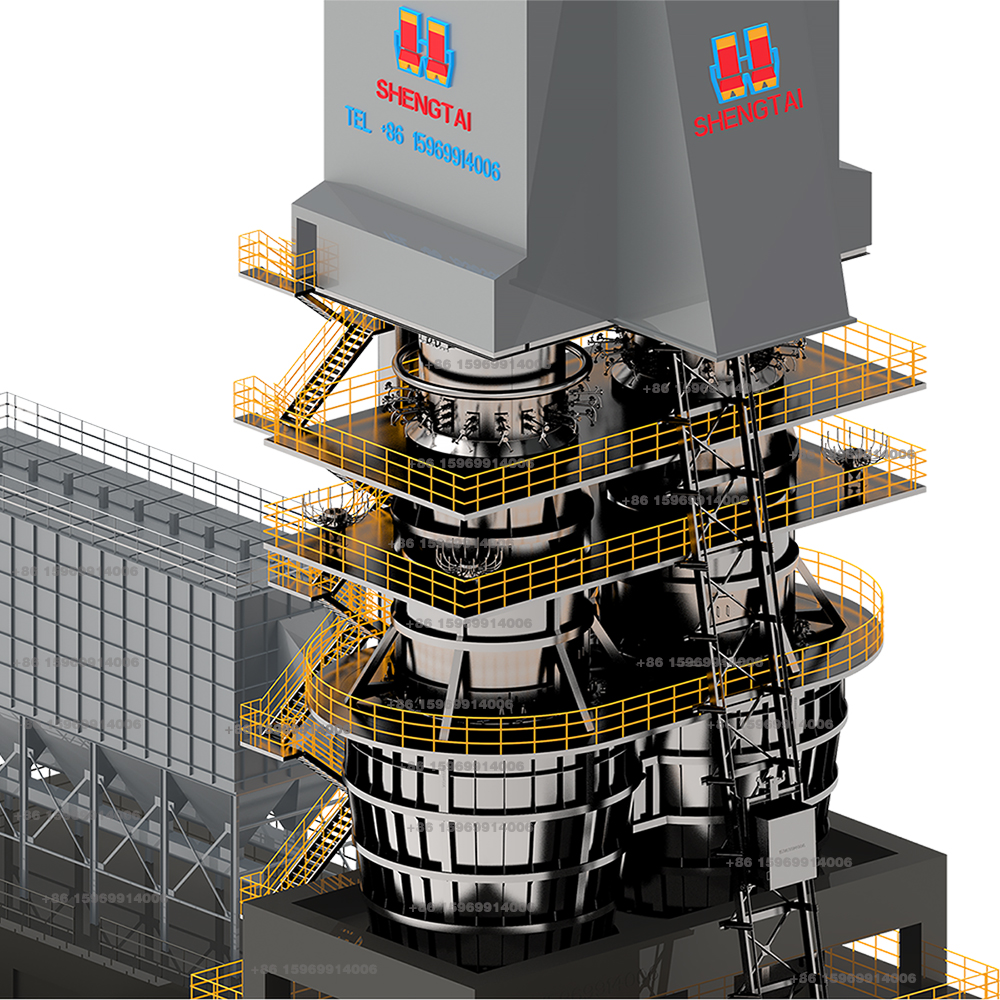
From top to bottom, the kiln is divided into three zones: preheating zone, calcination zone, and cooling zone. Qualified limestone is transported to the top silo via a hoist trolley, distributed to two rotating hoppers by a reversible conveyor, and evenly spread into the kiln by a rotary distributor. The limestone undergoes pressurized calcination inside the kiln.
Calcination Process:
Assume calcination starts in Shaft A:
Combustion air enters the top of Shaft A and flows downward under pressure differential.
In the preheating zone, the air is preheated by hot limestone while descending.
In the calcination zone, the air mixes with fuel injected via burners, generating high temperatures (1100–1250°C) to decompose limestone (CaCO₃ → CaO).
The resulting quicklime moves to the cooling zone, where it is cooled to 60–80°C by cooling air from the kiln bottom and discharged via a disc discharger into the lower hopper.
Flue gas from combustion flows downward, passes through the inter-shaft channel into Shaft B, and rises upward through Shaft B.
In Shaft B, the flue gas exchanges heat with limestone in the preheating zone, transferring residual heat to the limestone and cooling itself to ~140°C before exiting from the top.
The preheated limestone stores heat for the next cycle to warm incoming combustion air.
The kiln system employs a visual human-machine interface (HMI) control system, enabling fully automated, one-touch operation.
Parallel-Flow Regenerative Shaft Kiln
This kiln consists of two interconnected shafts that alternate between calcination and regeneration every 12–15 minutes. While one shaft calcines limestone, the other regenerates waste heat, making it the most energy-efficient kiln type currently available.
Specifications & Technical Performance
Capacity: 350, 400, 500, 600, 800, 900, 1000 t/day.
Combustion Principle: Full parallel-flow calcination.
Fuel Types: Gas, solid, or liquid fuels (suitable for both high- and low-calorific values).
Low Heat Consumption: 840–855 kcal/kg lime (equivalent to 120–125 kg standard coal).
Low Exhaust Gas Temperature: ~70–140°C.
Fine Particle Compatibility: Suitable for fine particles: 10–30mm.
Raw Material Size: 30–60mm, 40–80mm, 80–120mm.
Low Under/Over-Burning Rate: ≤5%.
Lime Quality: Reactivity >380–420 mL.